Výrobná linka na výrobu embosovaných kovových kompozitných vonkajších panelov

Stručný opis:
Výrobná linka embosovaných kovových kompozitných vonkajších panelov je výroba nových ekologických ľahkých stavebných materiálov, ktoré sú v súčasnosti vo svete populárne.a dekoratívne stenové panely na báze polyuretánovej peny.Môže vyrábať ohňovzdorné tepelnoizolačné dekoratívne stenové panely s oceľovým plechom na povrchu.polyuretán v strede.a hliníková fólia alebo oceľový plech na dne.
Detail produktu
Štítky produktu
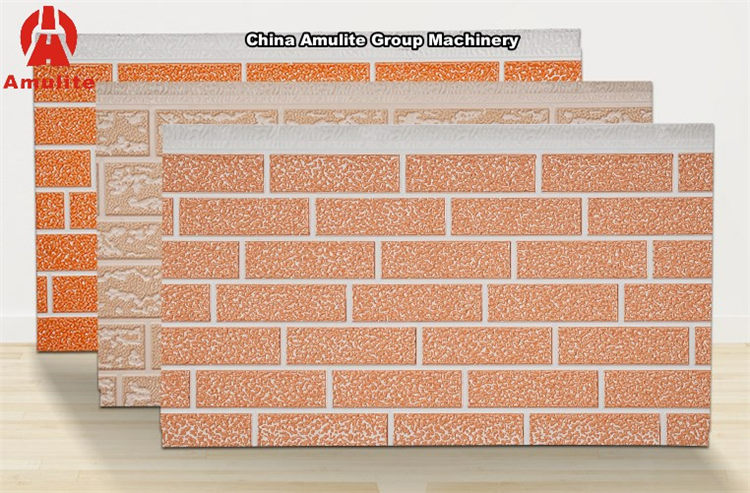
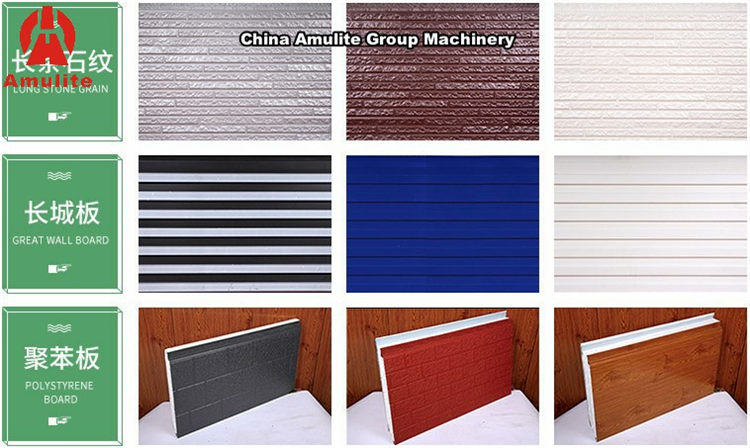
1. Úvod do nástenného panelu
Výrobná linka embosovaných kovových kompozitných vonkajších panelov je výroba nových ekologických ľahkých stavebných materiálov, ktoré sú v súčasnosti vo svete populárne.a dekoratívne stenové panely na báze polyuretánovej peny.Môže vyrábať ohňovzdorné tepelnoizolačné dekoratívne stenové panely s oceľovým plechom na povrchu.polyuretán v strede.a hliníková fólia alebo oceľový plech na dne.Hlavné oblasti použitia produktov: renovácia starých budov.luxusné vilové apartmány.vily.hotely.ľahké oceľové konštrukcie.mobilné domy.farmárske domy.veľké nákupné centrá.vnútorné a vonkajšie steny tovární.atď.

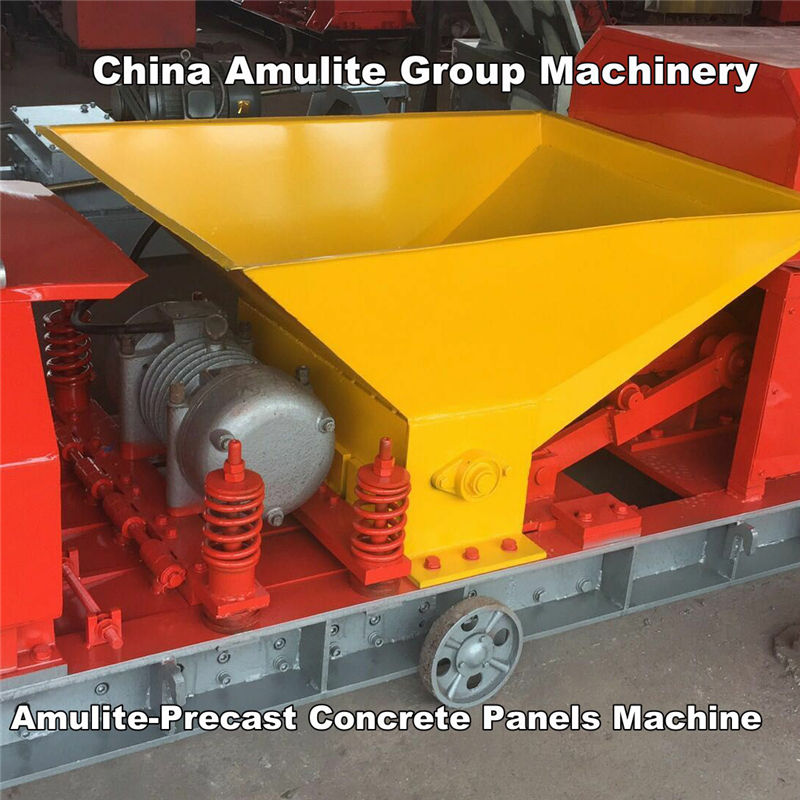
2. Zloženie zariadenia
Reliéfne kovové kompozitné vonkajšie panely Výrobná linka Hlavný odvíjač→ Raziaci stroj→ Vyrovnávací stroj→ Bočný tvarovací stroj→ Vyhrievacia plošina→ Stroj na vstrekovanie AB peny→ Stroj na laminovanie hliníkových reťazových dosiek→ Odrezanie dosky→ Farbenie→ Balenie atď.
3. Hlavné technické parametre výrobnej linky na výrobu vonkajších panelov s reliéfnym kovovým kompozitom
Špecifikácia nástenného panelu: A.380×16mm B. (380-500)×(30-40)mm
Výrobná rýchlosť: 4-10 m/min
Dĺžka dvojitého pásového podvozku z hliníkovej zliatiny: 18-24 m
Celkový výkon zariadenia: približne 60 kW
Kapacita výrobnej linky: Približne 1 000 000 m2.

4. Reliéfne kovové kompozitné vonkajšie panely Výrobná linka Predstavenie štruktúry a funkcie jednotky
Ⅰ.Odvíjač
Funkcia: Používa sa na odvíjanie a razenie oceľových zvitkov
Typ konštrukcie: Sekčný oceľový zvárací rám.Bočný posun je realizovaný hydraulickým valcom.Zabráňte odchýleniu materiálu cievky.Odvíjanie prijíma pasívny typ.Majú pneumatickú brzdu na kontrolu napätia.

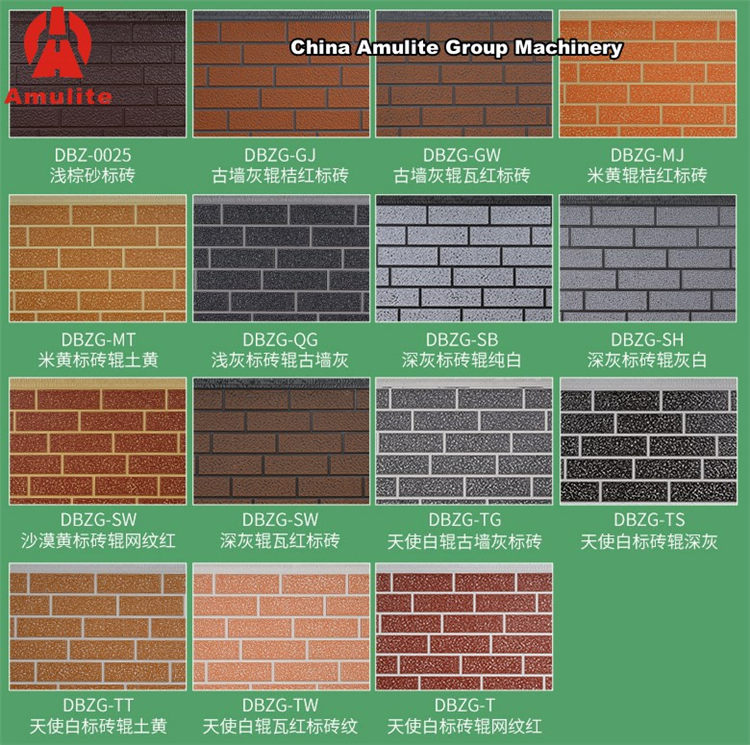
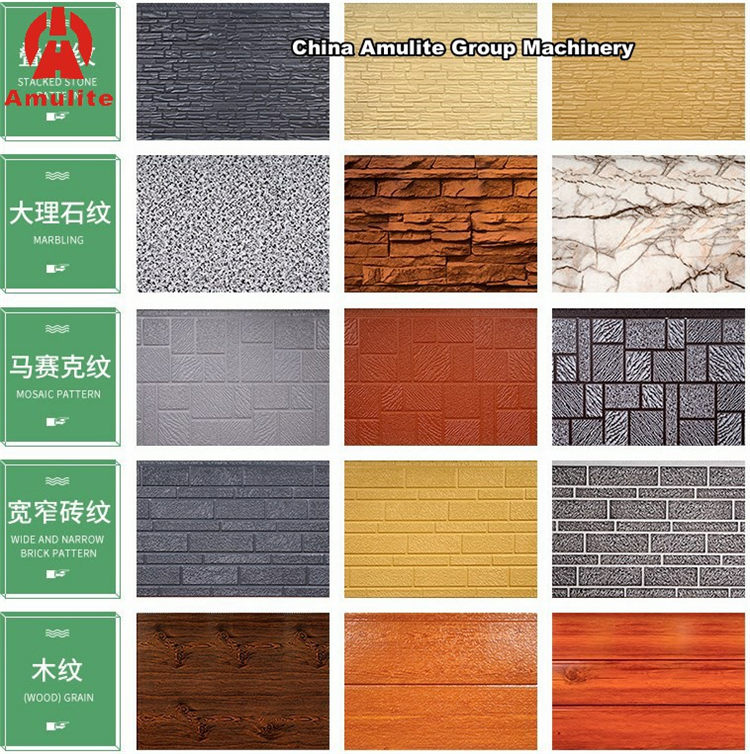
Ⅱ.Raziaci stroj
Funkcia: Podľa rôznych vzorov nástenných panelov.Dva protiľahlé raziace kovové valčeky sa používajú na lisovanie rôznych vzorov farebnej ocele.
Ⅲ.Stroj na penenie:
Nízkotlakový kontinuálny penový stroj typu BLC(R) alebo vysokotlakový penový stroj PH(R/F).Použite 1 nádrž na živicu (A).1 Nádrž na vulkanizačné činidlo (B);Dve jednotky dávkovacích čerpadiel sú poháňané nezávislými motormi s premenlivou frekvenciou.Výstupný tok dávkovacieho čerpadla je riadený zmenou rýchlosti dávkovacieho čerpadla.Komponenty sú zmiešané podľa požadovaného pomeru a rovnomerne nastriekané medzi spodné oceľové dosky alebo iné substráty.

Ⅳ.Tvarovací stroj
Funkcia: Tvar ocele s reliéfnou farbou bol upravený obrubovaním viacerých kolies.
Ⅴ.Laminátor
Funkcia: Kompletné online napenenie a tvarovanie polyuretánu. Jednotka reťazovej dosky sa skladá z hnacieho motora.Reťazové koleso.Doska reťaze z hliníkovej zliatiny.Čapový hriadeľ a valivé ložisko.Použitie metódy ohrevu elektrickou vykurovacou rúrou;Môže rýchlo zahriať stroj s dvojitým pásom na požadovanú teplotu pre výrobu. Keď teplota dosiahne prednastavenú hodnotu.Elektrické kúrenie je možné zapnúť alebo vypnúť podľa aktuálnej situácie.
Ⅵ.Píla s pevnou dĺžkou
Funkcia: Pílenie vytvorenej dosky podľa nastavenej veľkosti.
Funkcia: Základňa.Trup a horný pohyblivý rám prijímajú oceľovú a plechovú zváranú konštrukciu.Pripojené lineárnou vodiacou koľajnicou.Montážna plocha vodiacej koľajnice je hotová.Zabezpečte presnosť inštalácie;motor píly je nainštalovaný na hornom pohyblivom ráme.Pohyblivý rám je poháňaný prevodovým motorom.Bočný pohyb;Upínacie zariadenie je nainštalované na tele.Pozostáva zo vzduchového valca a lisovacieho bloku;Resetovacie zariadenie sa skladá z valca a vyrovnávacieho zariadenia;Keď doska dosiahne nastavenú dĺžku.Upínací valec tlačí upínací blok dole.A Resetovací valec tlačí telo do pohybu s tanierom;V rovnakom čase.Motor píly je spustený.A redukčný motor poháňa horný pohyblivý rám, aby sa pohyboval vodorovne.Aby sme si uvedomili priečne rezanie dosky;Po dokončení rezania.Upínacie zariadenie je zdvihnuté.A resetovací valec poháňa telo, aby sa vrátilo do pôvodného bodu na resetovanie.
5. Automatické ovládanie výrobnej linky z embosovaných kovových kompozitných vonkajších panelov
Automatický riadiaci systém je rozdelený na štyri časti: ovládanie oblasti odvíjania a razenia.Kontrola oblasti tvarovania a laminácie.Kontrola oblasti peny a kontrola oblasti pílenia.Celkový výkon je asi 60 kW, vykurovacia platforma je asi 30 kW.Celý riadiaci systém pozostáva z programovateľného ovládača.Testovací spínač.Delta invertorový ovládač a ďalšie komponenty.Cez dotykovú obrazovku zadávanie parametrov a ovládanie tlačidiel.Realizujte automatizovanú výrobu výrobnej linky.Jeho výkon je spoľahlivý a stabilný.A prevádzka je jednoduchá a ľahká.