





Automatická výrobná linka AAC bloku Amulite






Stručný opis:
Detail produktu
Štítky produktu

Čo je blok AAC?
Koncepcia bloku AAC: Blok AAC je založený na kremičitých materiáloch (piesok, popolček, materiály obsahujúce oxid kremičitý atď.), a vápenatých materiáloch (vápno, cement) ako hlavných surovinách, zmiešaných so vzduchovými činidlami (hliníkový prášok) ,Po procese dávkovanie surovín, miešanie suspenzie, nalievanie, predtvrdnutie, rezanie, autokláv, proces vytvrdzovania a balenie na výrobu hotových výrobkov z blokov AAC; nazýva sa to pórobetón, pretože obsahuje veľké množstvo rovnomerných a malých pórov po Je prevzdušnený.
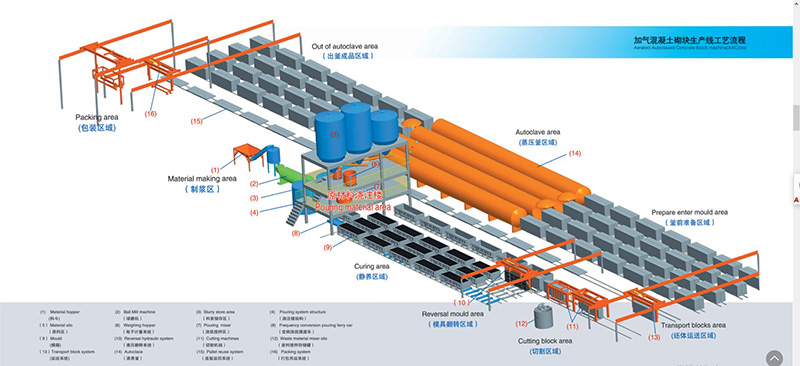
 Aký je proces výroby blokových produktov AAC?
Aký je proces výroby blokových produktov AAC?
1) : Dávkovanie všetkých surovín a zmiešaná kaša;
2): Kaša vstúpi do nalievacieho systému, po zmiešaní a naliatí do formy;
3): Vnútri formovacej krabice (vystuženie panelu), po určitej teplote a dobe pred vytvrdzovaním;
4) Keď mokrý panel dosiahne určitú tvrdosť, formovacia skriňa a panely sa zdvihnú k rezaciemu stroju pomocou otočného žeriavu a otočný žeriav dokončí nasledujúcu funkciu:
5) : A: Otočiť formovací box o 90 stupňov vo vzduchu (jedna strana formovacieho boxu sa stane nosnou doskou vozíka pre mokré teleso panela, kým sa nedokončí proces autoklávu),
6) :B: Zdvihnúť na vozík alebo oporný rám na rezanie, aby sa forma úplne otvorila; C: Odobratý rám formy a vratná bočná doska autoklávu sa po vyčistení, nastriekaní oleja a opätovnom spojení znova spoja, aby vytvorili krabicu formy nalievanie ;
7) :Mokré teleso panela sa na rezacom stroji rozreže v šiestich krokoch: 1:Najskôr sa odrežú obe strany telesa panela vertikálne;2:Potom sa rozreže pozdĺžne a vodorovne;
8) :Konečné rezy horizontálne horizontálne alebo rezanie nožom;
9) : Telo narezaného panela sa zdvíha zo žeriava na polotovary spolu so spodnou doskou na vozík autoklávu;
10): Potom zoskupené do autoklávu na vytvrdzovanie pri vysokej teplote a pri vysokom tlaku;
11): Po dôkladnom vytvrdnutí v autokláve sa vozík vyberie a autokláv sa opustí;
12): Hotové výrobky sú naskladané alebo naložené na nákladné auto pomocou žeriavu na hosťovanie hotového výrobku, dobre zabalené;
13): Bočné dosky na vytvrdzovanie autoklávu sú vrátené;
O hlavných surovinách Úvod
Výroba bloku AAC je bohatá na suroviny, najmä použitie popolčeka ako surovín, ktoré dokážu nielen komplexne využívať zvyšky priemyselného odpadu, upravovať znečistenie životného prostredia a nepoškodzovať poľnohospodársku pôdu, ale vytvárajú aj dobré sociálne a ekonomické výhody. Je dobrou náhradou za tradičné pevné hlinené tehly. Dobré sľubné nástenné produkty boli silne privítané vládou, realitnou spoločnosťou, stavebným tímom a vláda vytvorila daňovú politiku, podporu politiky ochrany životného prostredia, môžeme predvídať široké perspektívy rozvoja trhu;
1. Popolček/kremenný piesok
Popolček/kremenný piesok je hlavnou základnou surovinou blokového produktu AAC a je hlavným zdrojom kremíkových a hliníkových komponentov pórobetónu;
2. Cement
Cement je hlavným zdrojom sily bloku AAC, poskytuje hlavné vápenaté materiály pre blok AAC, cement vhodný na výrobu bloku AAC by sa mal vyberať hlavne z hľadiska typu a triedy cementu; vo výrobe, 52,5 stupňa obyčajný Portland Cement by mal byť vybraný ako prvý. Vo všeobecnosti, aby sa znížili výrobné náklady, možno použiť aj bežný portlandský cement 42,5 triedy;
3. Limetka
Vápno je tiež jednou z hlavných surovín na výrobu blokov AAC. Jeho hlavnou funkciou je spolupracovať s cementom pri poskytovaní účinného oxidu vápenatého, aby mohol interagovať so SIO2 a Al203 v kremičitých materiáloch za hydrotermálnych podmienok pri výrobe kremíkového hydrátu vápnika Acid.Preto je vápno jedným z hlavných zdrojov pevnosti bloku AAC. Efektívny obsah oxidu vápenatého vo vápne používanom na výrobu bloku AAC by mal byť vyšší ako 65 %, pokiaľ možno vyšší ako 80 %.
4. Sadra
Sadra je regulátorom procesu vývoja vzduchu pri výrobe bloku AAC. Regulačný účinok sadry sa odráža najmä v oneskorení trávenia nehaseného vápna a rýchlosti zahusťovania kalu. Hlavnou chemickou zložkou sadry je CASO4; na povrchu sú tri druhy sadry Trh; surová sadra, anhydrit a sadra z Paríža. Okrem toho sa v procese chemickej výroby vyrába aj odpadová sadra, ako je fosfosádra z výroby fosfátových hnojív, fluorosadra z výroby fluórovaných chemikálií a sadra z výroby titánu Dioxide.These Sadra má nízke náklady a môže nahradiť prírodnú sadru a znížiť výrobné náklady;
5. Vzduchotvorný prostriedok
Blok AAC musí mať činidlo generujúce vzduch na vytvorenie pórov v bloku na vytvorenie ľahkej poréznej štruktúry;
6. Stabilizátor peny
Po tom, ako plyny vzduchového činidla, kvôli tenkej stene, je ľahké rozbiť a zničiť penu vplyvom rôznych podmienok, čo ovplyvňuje kvalitu betónu. Preto je potrebné pridať stabilizátor peny. Kašovitá kaša.
Proces produkcie
1): Skladovanie a dodávka surovín pre blok AAC
Suroviny sa do továrne prepravujú automobilmi a mucha (piesok, kamenný prášok) sa sústreďuje na dvore surovín a keď sa používa, dopravuje sa do násypky. Vrecovaný cement alebo voľne ložený cement sa skladuje v sklade cementu. Pri používaní sa nakladá a prepravuje do násypky. Chemikálie, hliníkový prášok atď. sa umiestňujú do skladu chemikálií a skladu hliníkového prášku a pri použití sa prepravujú do výrobnej dielne.
2) ![]() spracovávanie surovín pre bloky AAC
spracovávanie surovín pre bloky AAC
Popolček (alebo piesok, kamenný prášok) sa posiela do guľového mlyna cez elektromagnetický vibračný podávač a pásový dopravník a zemný popolček (alebo piesok, kamenný prášok) sa posiela do kalovej nádrže na uskladnenie čerpadlom popolčeka.
Vápno sa posiela do čeľusťového drviča elektromagnetickým vibračným podávačom a pásovým dopravníkom na drvenie. Rozdrvené vápno sa dopravuje do zásobníka na vápno korčekovým výťahom a potom sa posiela do guľového mlyna pomocou závitovkového dopravníka. Skrutkový dopravník a Korčekový elevátor sa privádza do dávkovacej nádrže na prášok. Potom, čo sa chemikálie ručne odmerajú v určitom pomere, vyrobí sa roztok určitej koncentrácie a odošle sa do skladovacej nádrže na uskladnenie.
Hliníkový prášok sa dopraví zo skladu hliníkového prášku do výrobnej dielne a pomocou elektrického kladkostroja sa zdvihne na druhé poschodie dávkovacej budovy. Nalejte do mixéra, aby ste pridali kvantitatívne vodu, a zamiešajte ho do suspenzie hliníkového prášku.
3): Miešanie kalov a nalievanie blokov AAC;
Vápno a cement sa postupne posielajú do automatickej váhy pomocou závitovkového dopravníka pod nádržou na dávkovanie prášku na kumulatívne meranie. Pod váhou sa nachádza závitovkový dopravník na rovnomerné pridávanie materiálov do sypacieho mixéra.
Popolček (alebo piesok, kamenný prášok) a odpadová kaša sa vkladajú do meracieho valca na meranie. Po zmeraní rôznych materiálov je forma na mieste a kaša sa môže miešať. Kaša by mala spĺňať požiadavky procesu (približne 45 ℃) Pred nalievaním. Ak teplota nie je dostatočná, ohrev v autokláve sa môže vykonať v dávkovacej nádrži na kal a suspenzia hliníkového prášku sa môže pridať 0,5 až 1 minútu pred naliatím materiálov;
4) : Predtvrdenie a rezanie bloku AAC
Po naliatí je formovacia skriňa vtlačená do počiatočnej vytvrdzovacej miestnosti pomocou reťaze dopravníka na splyňovanie a počiatočné nastavenie. Izbová teplota je 50 ~ 70 ° C a počiatočný čas vytvrdzovania je 1,5 až 2 hodiny (podľa priaznivých geografických podmienok). Proces je možné eliminovať. Použite podtlakový zdvihák na zdvihnutie rámu formy a mokrého bloku bloku na rezací stôl, kde je vopred umiestnená spodná doska autoklávového vozíka. Zložte rám formy. Rezací stroj priečne reže ,Pozdĺžne reže a frézuje mokrý blok.Rám formy sa zdvihne späť do formovacieho vozíka na čistenie a odmastenie a potom sa zdvihne do formovacieho vozíka na ďalšie odlievanie. Rezané teleso bloku a spodná doska autoklávu sa zdvihnú na autoklávový vozík pomocou žeriavu a umiestnia sa naň Dve poschodia. Medzi podlahami sú štyri podpery a niekoľko autoklávových vozíkov je zoskupených dohromady.
Odpadové materiály na okrajoch a rohoch telesa mokrého bloku vytvoreného počas rezania sa pomocou závitovkového dopravníka posielajú do miešadla odpadovej kaše vedľa rezacieho stroja a pridáva sa voda, aby sa vytvorila odpadová kaša na použitie pri dávkovaní.
5) Autoklávovaný blok AAC a hotový výrobok.
Po zložení karosérie na parkovacej linke pred autoklávom otvorte dvierka autoklávu, ktoré vychádzajú z autoklávu, najprv vytiahnite hotový autoklávový vozík v autokláve pomocou zdviháka a potom potiahnite autoklávový vozík na autokláv Do autoklávu s kladkostrojom Autokláv je udržiavaný. Hotové výrobky na autoklávovom vozíku sa zdvíhajú do skladu hotových výrobkov mostovým žeriavom a potom sa prepravujú na sklad hotových výrobkov vysokozdvižným vozíkom. Prázdny autoklávový vozík a dno Doska s chodom autoklávu sa zdvihne späť do vratnej linky vozíka a stohovač sa po vyčistení vytiahne späť zdvihákom. Prejdite na ďalší cyklus.
Výstava výrobných zariadení
1): Sekcia brúsenia materiálu a tvorby kalu
| Tradičný proces kontroly hustoty kalu nie je prísny. Hustota protoplazmy sa často deje umelým meraním. Chyba je väčšia. Hustota cirkulujúcej plazmy sa riadi na základe skúseností, teda pri výrobe vysokokvalitných produktov s nízkym objemom .Kvalifikovaná miera a kvalita produktu nie sú ideálne .Hustota amulitu pri použití najnovšej metódy merania potrubia má nasledujúce výhody1. Kal cirkuluje medzi nádržou a hustomerom, údaje o hustote kalu sa merajú potrubím o hustote v skutočnom vápne a spätnou väzbou do centrálnej riadiacej miestnosti, aby sa upravil pomer vody pri rozvlákňovaní guľového mlyna a náplne Na kalovú nádrž. Účel nepretržitej korekcie hustoty v reálnom čase sa dosahuje:2. Potrubie s hustotou zmeria koncentráciu všetkej suspenzie. Zmerajte presnosť bez chyby a potom po zmene prepláchnite celé potrubie, aby sa zaistila presnosť ďalšieho merania. |  | |||
 | ||||
| Stroj na výrobu kaše z popolčeka | Miešačka na skladovanie kalu | Škála materiálu | Systém nalievania | |
| 2): Sekcia obratu a rezania | ||||
 Hlavné vlastnosti rezacieho stroja Amulite1): Jednoduchá štruktúra, pohodlná inštalácia a údržba;2): Pevne na zemi, poháňaný reduktorom Planet-Gear, pri vertikálnom rezaní rezací stroj vykonáva excentrické a výkyvné rezanie, čím sa zvyšuje efektivita rezania. Zmena veľkosti rezu je pohodlnejšia. Hlavné vlastnosti rezacieho stroja Amulite1): Jednoduchá štruktúra, pohodlná inštalácia a údržba;2): Pevne na zemi, poháňaný reduktorom Planet-Gear, pri vertikálnom rezaní rezací stroj vykonáva excentrické a výkyvné rezanie, čím sa zvyšuje efektivita rezania. Zmena veľkosti rezu je pohodlnejšia. 3): Absorbuje nemeckú technológiu, pridaný vákuový odsávač, tento rezací stroj sa môže ľahko zbaviť vyššie uvedených odpadových materiálov bez zničenia akejkoľvek časti hotových blokov a zaisťuje rýchlosť prechodu produktov; 4) : So 6-stranným rezaním celého bloku sa rýchlosť prechodu produktu zvyšuje, pretože kvalita hotových produktov už nebude ovplyvnená výmenou foriem. 5): Vysoká drsnosť povrchu hotových blokov je priaznivá pre prevádzku budov a výstavbu. 6) : Tento stroj využíva technológiu numerického riadenia polohovania a znižuje otrasy v procese sústruženia, presúvania, rezania a prepravy. Okrem toho ho možno na žiadosť klienta upgradovať na riadiaci systém PLC, aby sa zvýšila rýchlosť prechodu produktu. | ||||
 | ||||
| Hydraulický konvertorový žeriav | Horizontálny rezací stroj | |||
| 1) : Hydraulický frekvenčný konvertorový žeriav otočí formovaciu skriňu s blokom o 90 stupňov, nasadí ho na frekvenčný konvertor blokového ťahacieho vozíka a spracuje demoličnú formu;2): Frequency Convert Block Ťahací vozík ťahá blok do rezacieho stroja, ktorý má byť rezaný. Turnoverový žeriav reorganizuje, čistí a leští formovaciu krabicu a palety, aby ich pripravil na opätovné použitie. | Otočný žeriav otočí formu o 90 stupňov, odformuje a položí celý blok a spodnú dosku na blokový ťahací vozík. Blokový ťahací vozík vezme celý blok do rezacieho stroja a dokončí horizontálne rezanie, odlúpne celý blok na dve strany a oddelí Zbytočné materiály. | |||
   | ||||
| 3): Otočný žeriav na odstránenie spodného odpadového materiálu | ||||||||||
 | Toto zariadenie si sama vyvinula skupina Amulite, aby pomohla našim zákazníkom úplne vyriešiť problém s odpadom spodných materiálov.Toto zariadenie obsahuje otočnú plošinu a žeriav, dokáže odstrániť horný a spodný odpadový materiál. Tento žeriav môže slúžiť aj ako žeriav na prepravu polotovarov. | |||||||||
| Prepravný žeriav pred autoklávom | Základná doska | Autoklávový vozík | ||||||||
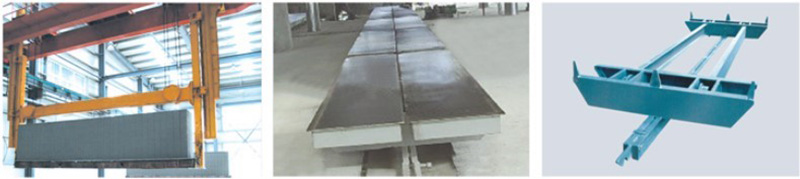 | ||||||||||
| Po rezaní, transportný žeriav preneste blok do autoklávového vozíka pre vstup do autoklávu. Toto zariadenie má jednoduchú štruktúru, stabilnú prevádzku, dobrú kvalitu a jednoduchú údržbu. | Základná doska navrhnutá spoločnosťou Amulite Group môže byť aj bočnou doskou, nie je potrebné ju meniť, kým nevyjde z autoklávu. Je vyrobená z mangánovej ocele a nikdy sa nedeformuje pri vysokej teplote a tlaku. | Pozostáva z kvalitnej profilovej ocele a má jednoduchú štruktúru. Uviaznutie a deformácia sa nevyskytne v prostredí vytvrdzovania v autokalve pri vysokej teplote a vysokom tlaku. Žeriav umiestni mokrý blok na vozík na vytvrdzovanie v autokláve a do autoklávu, ktorý sa má autoklávovať Konzervované až do odstránenia hotových blokov; | ||||||||
| 4): Zariadenia na manipuláciu s hotovými výrobkami | ||||||||||
 | Autoklávované bloky a platne budú mať zvyčajne niekedy adhézie. Separačný stroj má dokončiť oddelenie adhéznych blokov bez akéhokoľvek poškodenia blokov, ktoré integrujú funkciu tradičného separačného stroja a nosiča hotového produktu. Každá separačná ruka je ovládaná nezávisle, Vyriešený problém oddeľovania blokov a panelov na rovnakej forme; Zariadenie realizuje efektívne a šetrné spracovanie, znižuje celkové náklady a súčasne zabezpečuje mieru kvality. | |||||||||
| Linka na prepravu a balenie | ||||||||||
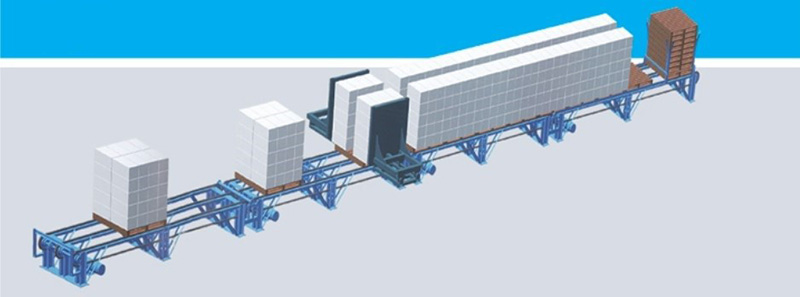 | ||||||||||
| Tento systémový rad zahŕňa dopravnú a baliacu linku pre drevené palety, ktorá je navrhnutá hlavne pre hotové bloky AAC. Celé výrobky vo forme budú presunuté na drevenú paletu naraz pomocou upínacieho zariadenia pre hotové výrobky na ďalšiu prepravu a distribúciu a balenie Tento stroj Line.This má také vlastnosti, ako je automatická distribúcia riadením počítača, presné polohovanie počas prepravy a automatické oddeľovanie naloženej drevenej palety, v takom prípade je vhodné na balenie a prepravu. | ||||||||||
| 5): Ukážka ďalších strojov | ||||||||||
 Svorka hotových výrobkov Svorka hotových výrobkov |  Otočná svorka Otočná svorka | |||||||||
 | ||||||||||
| Špeciálny žeriav na panely | Zásuvkový stroj | Otvorte hrací automat | ||||||||
 | ||||||||||
| Guľový mlyn | Čeľusťový drvič | Autokláv | Kotol | |||||||
 | ||||||||||